Programmable
feeders
Inspection
systems
Vibratory
feeders
Part Families
Bulk
feeders
Other
products
Home
Contact
us |
POSI inspection
systems
are custom systems for inspecting
parts for any type of defect that can be detected visually.
All systems are designed using high
quality
machine vision cameras. The design
philosophy is “if there is any question, reject the part”. In
keeping with this philosophy the systems
are designed to require a positive action to accept a part. Thus
if there are any failures anywhere in the
system no bad parts could be accidentally accepted.
These
systems, like POSI
programmable feeders, can be designed
to accommodate a range of parts. The
system configuration is dependent upon the parts to be inspected, the
inspection requirements, the desired inspection rate and other customer
requirements. In
situations where multiple surfaces are to
be inspected, the inspection rate determines the number of cameras
required. For high rates one camera is
typically used
for each surface; however, for low inspection rates one camera may be
able to
inspect multiple surfaces.
POSI inspection
systems typically use a bowl feeder to
orient or partially orient the parts to be inspected. The parts
are then fed to an inspection fixture, gripper, or on to a conveyor at
a
controlled interval. In the case of a conveyor, the conveyor
carries the parts past a camera where the first inspection is
done.
If the part fails it continues along the
conveyor to a reject discharge. If it
passes the first inspection, it is shifted to the good discharge.
At this point it either proceeds to the next
inspection in the case of multiple inspections or, in the case of a
single
inspection, to the system good discharge. In low inspection rate
situations the entire
inspection can be done at
the bowl discharge.
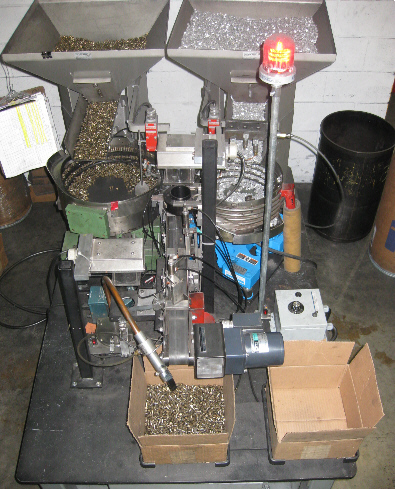
The system
shown inspects two different
cylindrical
parts in a dirty environment . The first part, shown with a penny for size
comparison, is checked for broken or chipped tabs. Inspection of
the other end of this part is not required consequently only the first
camera is
used.
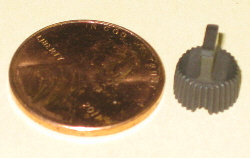
FIRST PART
|
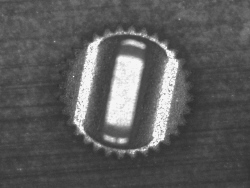
GOOD PART
|
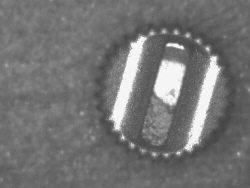
REJECT--CHIPPED
TAB
|
The second part
requires inspection of both ends. The first camera rejects any
parts with broken or chipped legs. Parts with good legs are
flipped over and proceed to a rotating wheel with slotted cavities for
the parts.

SECOND PART
|

GOOD FIRST END
|

REJECT--BROKEN
LEG
|
The rotating wheel carries the parts under a second camera where the
teeth on the second end of the part are inspected. In this case,
parts with chipped teeth are evaluated in terms of the size and
location of the chips to determine if they are acceptable or not.
GOOD PART
|

ACCEPTABLE PART
|
REJECT--LARGE
CHIP
|
The
inspection rate for either part is 4000 per hour. Switching
between parts is accomplished via a
selector switch. The good parts are
counted into a shipping box. When the
required number of good parts have been placed in the box, the next box
is
shifted into place.
|

