Programmable
feeders
Inspection
systems
Vibratory
feeders
Part Families
Bulk
feeders
Other
products
Home
Contact
us |
What are
POSI
programmable feeders?
Unlike hard
tooled
feeders, POSI
programmable
feeders can be designed to orient a wide range of parts with one
feeder.
The versatility and rapid changeover provided by these feeders make
them
ideal for flexible manufacturing where a number of traditional parts
feeders
might be required or where the volume of any one part might not justify
the use of a parts feeder. They are also well suited to mass
production
where a change in the parts being fed can be readily accommodated.
POSI
programmable
feeder concept
POSI
programmable feeders
are designed, using standard programmable tooling modules, to feed a
particular family of parts -- as
defined by
the customer. The part family
and
the required feed rate determine the size and type of feeder to be used
i.e. vibratory feeder with cascade bowl, vibratory feeder with an
outside
track bowl, or a rotary orienting feeder. The part family and the
desired orientation determine the family of programmable feeder i.e.
Model
I, Model II, or Model III.
 Model
I
family of programmable
feeders Model
I
family of programmable
feeders
POSI
programmable
feeders that are tooled without vision systems are members of the Model
I family. These units only use programmable or adjustable
mechanical
tooling modules. Although much less sophisticated than the other
models of programmable feeders, these units are well suited to
orienting
simple parts such as headed parts and parts that have no end-to-end or
side-to-side differences.
Changeover
of
the feeder
for a different part is just a matter of programming the mechanical
tooling
modules, a process that typically only requires a couple of minutes.
|
Model
II
family of programmable
feeders
 POSI
programmable feeders that use a camera or vision sensor as part of
the
bowl tooling are members of the Model II family. The additon of a
vision system provides the flexibility to handle a wide
range of
parts
in a bowl and allows orientation of parts that would be extremely
difficult, if not impossible, to orient with conventional mechanical
tooling. POSI
programmable feeders that use a camera or vision sensor as part of
the
bowl tooling are members of the Model II family. The additon of a
vision system provides the flexibility to handle a wide
range of
parts
in a bowl and allows orientation of parts that would be extremely
difficult, if not impossible, to orient with conventional mechanical
tooling.
These units
may employ programmable mechanical tooling modules or they
may use conventional tooling to pre-orient the parts for the vision
system. The vision system is positioned in a location where the
mechanical tooling elements have
ensured
that the parts passing it will be one high and one wide. The
vision sytem
monitors the flow of parts to determine if each part is the desired
part
in the desired orientation. In the simplest implementation
incorrect
parts and incorrectly oriented parts are rejected back into the
feeder.
Only the desired part in the desired orientation is allowed to continue
to the feeder discharge.
Programming
a
Model II feeder
for a different part is simply a matter of programming the mechanical
tooling
modules and the vision system -- a process that can usually be
accomplished in a
few minutes.
|
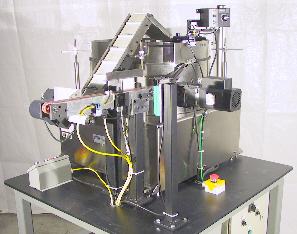
Model III
family of
programmable feeders
Model
III
programmable feeders
use a conveyor to carry parts past the vision system. This
configuration can provide more flexibility in positioning the camera,
more lighting options, better part separation, and higher feed rates.
Model III
feeders typically
include a conventional or Model I rotary or vibratory bowl feeder
which is used to feed
parts one high and one wide on to the conveyor. In its simplest
implementation good parts in the desired orientation are allowed to
pass to the end of the conveyor while bad parts or parts in the wrong
orientation are returned to the bowl feeder via the return conveyor.
Programming
the
camera can
be as simple as showing the camera the part in the desired orientation.
Programming
the
entire Model
III system typical only requires a couple of minutes.
Feed
rates of
several hundred
parts per minute are possible.
|
|

